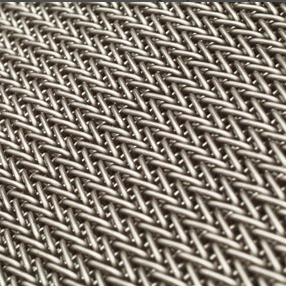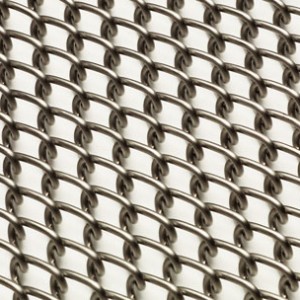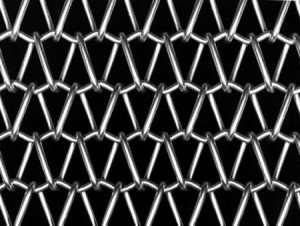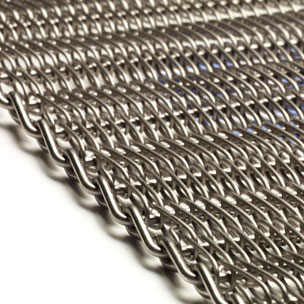
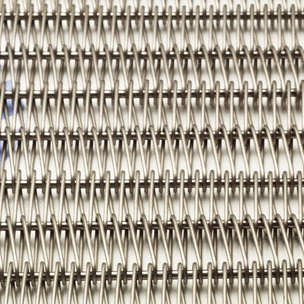
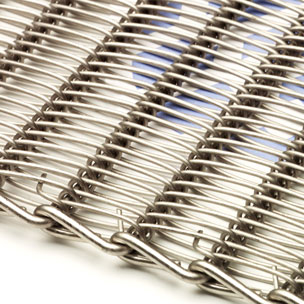
Flat Spiral er konstruert av vekslende venstre og høyre spiralspoler, som er vevd sammen og sammenføyd av sammenkoblede tverrstenger.
Flat Spirals vekslende mesh-design bidrar til å redusere sporingsproblemer forårsaket av at beltet svinger til den ene siden.De små åpningene i beltets konstruksjon gir sluttbrukere en flat transportoverflate som er egnet for produkter som er utsatt for å skli gjennom mer åpne nettingdesign.
Beltet kan leveres med sveiset, stige- eller krokkant og brukes i friksjonsdrevne transportbåndoppsett.Flat Spiralcan leveres også med kjedekanter når en positiv drivkonfigurasjon er nødvendig.Flat Spiral leveres oftest i rustfritt stål av klasse 304, men andre materialer er tilgjengelig på forespørsel.
Edge Tilgjengelighet

Laddered Edge (LD) – kun mesh
Tverrtråd med stiger er standard kantfinish for flate spiralbelter.Beltekanten er glatt og gir mer beltekantfleksibilitet.Det brukes ofte der sveiser ikke er ønskelig for bruken.Den er også mer effektiv i høytemperaturapplikasjoner ettersom stigekanten ikke er under driftsbelastning under bruk og derfor mindre utsatt for brudd.

Krokkant (H) – kun mesh
Mindre vanlig enn stigekanttypen brukes også ofte krokkant der sveiser ikke er ønskelig for bruken.Det er også et alternativ i applikasjoner der sveiseanlegg ikke er tilgjengelig.Beltekanten er glatt og gir beltekantfleksibilitet.

Sveiset kant (W) – kun mesh
Dette arrangementet er mindre vanlig enn enten stigen eller krokkanten, da det er redusert fleksibilitet mellom spolen og tverrtråden i kantene.Med sammensveising av både spolen og tverrtrådene er det ingen kuttede trådender.
Kjedekantdrevet mesh
Sammen med de ovennevnte maskekantene kan disse nettene drives av sidekjeder ved bruk av tverrstenger som er plassert gjennom nettingspolene og deretter gjennom kjeder ved kantene av nettet.Typene kryssstangfinish på utsiden av sidekjedet er som følger:

Med sveiset skive
Dette er den vanligste og mest økonomiske finishen på et kjedekantbelte og består av et sentralt nett som bæres gjennom systemet ved hjelp av kantkjeder med bærende tverrstenger gjennom både netting og kantkjeder.Avhengig av tverrtrådstigningen kan tverrstengene ta plassen til den gjennomgående tverrtråden til basisnettet.Tverrstengene avsluttes ved utvendige kjedekanter med sveiset skive.

Med splint og skive
Selv om det er mindre økonomisk, gir denne typen montering kunden eller servicepersonellet muligheten til å bytte ut kantdrivkjedene når nettingen og stengene fortsatt kan repareres.Sammenstillingen består av et sentralt nett som bæres gjennom systemet ved hjelp av kantkjeder med bæretverrstenger gjennom både netting og kantkjeder.Tverrstengene er ferdig på utsiden med et boret hull for å tillate montering av en skive og splint.Den tillater også reparasjonsbytte av deler av beltet uten å måtte slipe av stanghoder og sveise sammen igjen.
NB: For større breddestabilitet av stenger til kjetting er det normen, der det er mulig, å levere tverrstengene skrudd ned for å gå gjennom kantkjedene.
Ulike andre stiler av kjedekantfinish
Disse inkluderer:-
a.Tverrstang sveiset i flukt med den hule tappen på sidekjedet.Dette er ikke en foretrukket standard, men kan være nødvendig der bredden mellom transportbåndets siderammer og andre konstruksjonsdeler skaper en begrensning der "sveiset skive" eller "skive og splint" ikke kan brukes.
b. Kryssstang sveiset i flukt gjennom boret hull på indre plater av rulletransportørkjeden.
Generelt er de kjedekantdrevne beltene tilgjengelige med 2 typer kantkjede: -

Transmisjonskjede - har en liten rulle
Kjedekantsideplaten kan støttes enten på en vinkelsideramme, eller ved hjelp av en profilert skinne for å gå mellom sideplatene og støtte på valsen.Alternativt kan den kjøres uten kjedestøtte der nettet støttes nær kjedekanten.

Conveyor Roller Chain – har en stor rulle.
Denne kjedekanten kan støttes på en flat vinkelkantslitelist med kjettingrullen roterende fritt langs transportørens lengde.Kjedets rullevirkning reduserer kjedeslitasjen og reduserer også driftsfriksjonen på dette tidspunktet.
Metoder for kjøring
Friksjonsdrevet
Den vanligste formen for drift er det parallelldrevne rullesystemet i vanlig stål.Dette systemet er avhengig av friksjonskontakten mellom beltet og valsen for å sikre drevet av beltet.
Variasjoner av denne drivtypen inkluderer etterslepning av valsen med materialer som gummi, friksjonsbremsebelegg (for høye temperaturer), etc. Bruken av slike friksjonslagrende materialer gjør det mulig å redusere den operasjonelle drivspenningen i beltet, og dermed øke levetiden til beltet.
Kjedekantdrevet
Med denne sammenstillingen av beltet er tverrtrådstigningen til båndnettet produsert for å sikre at kjedekanten er drivmediet med båndnettet som trekkes gjennom kretsen av kjedene.
Standard materiale tilgjengelig (kun mesh):
| Materiale | Maksimal ledningsdriftstemperatur °C |
| Karbonstål (40/45) | 550 |
| Galvanisert bløtt stål | 400 |
| Chrome Molybden (3 % krom) | 700 |
| 304 rustfritt stål (1.4301) | 750 |
| 321 rustfritt stål (1.4541) | 750 |
| 316 rustfritt stål (1.4401) | 800 |
| 316L rustfritt stål (1.4404) | 800 |
| 314 rustfritt stål (1.4841) | 1120 (Unngå bruk ved 800-900°C) |
| 37/18 Nickel Chrome (1.4864) | 1120 |
| 80/20 nikkelkrom (2.4869) | 1150 |
| Inconel 600 (2,4816) | 1150 |
| Inconel 601 (2.4851) | 1150 |